Connected in 3 easy steps
Check coverage, buy SIMs, get connected.
NEO
Reduce your total cost of ownership with no contracts, intuitive tools and flexible pricing.
Neo’s simple, flexible design empowers your business. Always feel like you are in control of your solution with these great benefits:

Connected in 3 easy steps
Check coverage, buy SIMs, get connected.

Flexible pricing
Our flexible pricing puts you in the driver’s seat.

Secure Cloud-Based
Management Platform
Monitor activity, diagnose anomalies, manage your solution.

No Contracts, or Hidden-Fees
No contracts. No minimums. No setup or cancellation fees.

Pay-Per-Use Model
Pay only for the data you use, and the devices you connect.
![]()
John Stanforth, Grid Transmit
Connect your devices in a matter of days, not weeks or months. Simply order your SIMs online and receive them as fast as 24 hours.
Ideal for higher bandwidth deployments
Plans ranging from 750KB to 5GB per month
Compatible with any AT&T certified device
Expanded cellular coverage footprint
Not meant for phones
Ideal for lower bandwidth deployments
Plans ranging from 750KB to 50MB per month
2G GSM/GPRS supports 1900MHz bands
3G supports 1700MHz, 1900MHz, and 2100MHz bands
Not meant for phones
| Included Data | Cost Per Month* | Overage Per MB |
|---|---|---|
| 750 KB | $1.00 | $1.00 |
| 10 MB | $5.00 | $1.00 |
| 50 MB | $10.00 | $0.50 |
| 100 MB | $15.00 | $0.15 |
| 500 MB | $20.00 | $0.02 |
| 1 GB | $30.00 | $0.02 |
| 2 GB | $35.00 | $0.02 |
| 5 GB | $60.00 | $0.02 |
*Cost Per Month Per SIM
| Included Data | Cost Per Month* | Overage Per MB |
|---|---|---|
| 750 KB | $1.00 | $1.00 |
| 10 MB | $5.00 | $1.00 |
| 50 MB | $10.00 | $1.00 |
*Cost Per Month Per SIM
Ryan Bowerman, Fleet Monitor
Control costs with Neo’s flexible pricing. We offer the industry’s lowest-risk IoT connectivity service.
Pay only for connected devices
No setup or cancellation fees
Pay-Per-Use Model
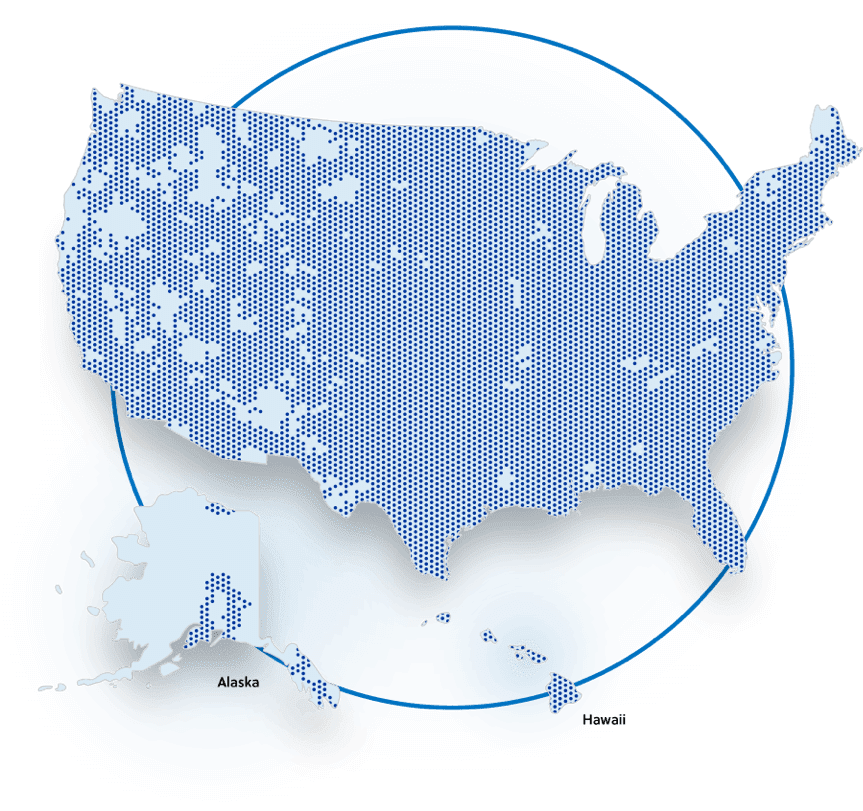
Aeris is the number one wireless communications service provider dedicated to machine-to-machine and IoT in the United States.
Our network offers a combination of GPRS, Edge, and UMTS services to provide extensive GSM and LTE coverage that reaches over 200 million people and many more machines. The high reliability of our network has made Aeris the service provider of choice for the most demanding providers of IoT and M2M solutions. See below for Neo GSM and LTE coverage, which is available in the United States only

John Potpolak, Essi Controls
Whether you are using 10 SIMs or 10,000, our platform will keep you on top of how your devices are performing.
Observe usage trends among your devices
Monitor activity with alerts
Diagnose anomalies
Start taking advantage of Neo’s simple and flexible pricing today—including no setup fees, no cancellation fees, a pay per use model, access to AerPort, complimentary testing data, and more. Sign up to create your account now.